
在铸钢件制造与修复过程中,焊接质量直接关系到构件的安全性、可靠性及服役寿命。由于铸钢材料组织复杂、成分波动范围较大,焊接过程中极易产生裂纹、气孔、未熔合等缺陷,因此,在正式投产或工程应用前,对焊接工艺进行系统、规范的验证尤为关键。铸钢件焊接工艺评定,正是通过一系列标准化试验手段,对拟采用焊接工艺的可行性与稳定性进行科学验证,为批量生产和质量控制提供依据。
一、什么是铸钢件焊接工艺评定
铸钢件焊接工艺评定(Welding Procedure Qualification)是指在规定条件下,按照预先制定的焊接工艺参数完成试件焊接,并通过检测与试验手段,验证该工艺能否满足相关标准和使用性能要求的全过程。其核心目的在于证明:所选焊材、焊接方法、热输入及焊后处理等工艺参数,能够获得满足力学性能和内部质量要求的焊接接头。
该评定并非形式化流程,而是焊接质量控制体系中的关键技术环节,广泛应用于压力容器、工程机械、能源装备、轨道交通及大型铸钢结构领域。
二、适用范围与焊接方式
依据现行标准要求,本工艺评定适用于铸钢件电弧焊的焊接工艺验证,包括但不限于手工电弧焊、气体保护电弧焊等常见焊接方式。评定结果可作为相同或相近条件下生产焊接的重要技术依据。
三、焊接工艺评定试验的核心内容
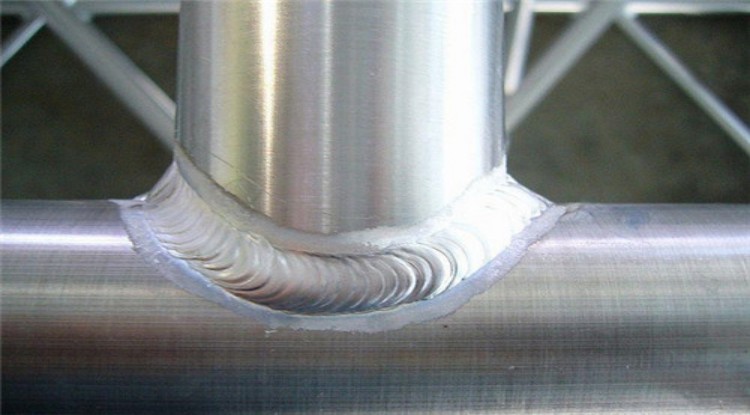
焊接工艺评定试验是在完成试件焊接后,为验证焊接接头质量而安排的一系列检测与试验项目,涵盖外观、内部缺陷、力学性能及金相组织等多个维度。
1. 评定依据标准
铸钢件焊接工艺评定主要依据以下标准执行:
- GB/T 40800-2021《铸钢件焊接工艺评定规范》
- ISO 11970:2016《Specification and qualification of welding procedures for production welding of steel castings》
2. 焊缝类型与试件形式
根据焊接结构形式与使用要求,选择具有代表性的焊缝类型制备评定试件。试件应真实反映实际生产中母材厚度、坡口形式及焊接位置等关键因素。

3. 焊接工艺评定试验项目一览
| 试验项目 | 试样数量 / 覆盖率 | 对应试验标准 |
|---|---|---|
| 外观检查 | 100% | 目视检查 |
| 射线或超声检测 | 100% | GB/T 3323.1 或 GB/T 11345 |
| 表面裂纹检测 | 100% | GB/T 18851.1 或 GB/T 26951 |
| 横向拉伸试验 | 2 个试样 | GB/T 2651 |
| 弯曲试验 | 2 个面弯 + 2 个背弯 | GB/T 2653 |
| 冲击试验 | 2 组 | GB/T 2650 |
| 硬度试验 | 按要求进行 | GB/T 4340.1 |
| 宏观金相 | 1 个试样 | GB/T 226 |
| 微观金相 | 按要求进行 | GB/T 26955 |
| 附加试验 | 按技术要求 | —— |
四、焊接工艺评定的实施流程
完整、规范的焊接工艺评定通常包括以下几个关键步骤:
- 明确焊接材料、焊接方法及工艺参数,制定初始焊接工艺规程;
- 按规程制备焊接试件,并严格控制焊接环境与过程参数;
- 对焊缝进行外观检查与无损检测,排查明显缺陷;
- 取样进行力学性能与金相组织试验,评估焊接接头性能;
- 汇总试验数据,形成焊接工艺评定报告。
五、为什么铸钢件焊接必须进行工艺评定
通过焊接工艺评定,企业能够在正式生产前识别潜在焊接风险,避免因工艺不当造成的大批量返工或结构失效。同时,评定结果也是工程验收、质量审核及法规合规的重要技术文件,有助于提升产品的市场认可度与安全水平。
六、选择上海德垲检测的优势
作为专业的第三方质量检测机构,上海德垲检测在铸钢件焊接工艺评定领域具备成熟经验与完善能力:
- 严格依据国家及国际标准,确保评定结果权威、可靠;
- 融合无损检测、力学性能测试与材料分析等多项技术能力;
- 服务范围覆盖配方分析、失效分析、检测服务、材料分析及第三方质量检测;
- 检测报告规范完整,可直接用于工程应用与质量审核。
通过科学、系统的焊接工艺评定,上海德垲检测帮助客户建立稳健的焊接质量控制基础,为铸钢件产品的安全使用与长期服役提供坚实保障。