在金属管材的制造和工程应用过程中,管端往往需要进行扩口、翻边或连接成形操作。管材在该类工艺中的塑性变形能力,直接关系到后续加工的可行性和结构安全性。卷边试验正是一种针对圆形金属管的重要工艺性能测试方法,用于系统评估材料在轴向受力条件下的塑性变形能力及其质量稳定性。
什么是卷边试验
卷边试验是一种通过对金属管端部进行预扩口并继续施力,使其形成卷边结构的试验方法。该试验主要用于测定圆形金属管在垂直于管轴线平面内的塑性变形能力,以验证其是否满足相关产品标准或技术条件的要求。
通过卷边试验,可以直观暴露金属管在成形过程中可能出现的裂纹、分层或焊缝缺陷,广泛应用于无缝管、焊接管、碳钢管及其他圆形横截面金属管的质量检验中。
卷边试验的应用价值
评估金属管塑性变形能力
卷边试验能够真实反映管材在实际扩口和翻边工况下的变形行为,是判断材料加工适应性的重要依据。
服务生产质量控制
在管材批量生产过程中,卷边试验可用于检测因材料成分波动、成形工艺或焊接质量不足而导致的潜在缺陷,保障产品质量一致性。
支持新材料与新工艺验证
在新型管材材料或新成形工艺开发阶段,卷边试验能够为不同方案的塑性表现提供直观、可靠的数据支持。
验证产品是否符合相关标准
多项国家标准和国际标准将卷边性能作为金属管材的重要检验项目,试验结果直接关系到产品是否具备工程应用资格。
试样要求与测试范围
卷边试验主要适用于圆形横截面的金属管材,包括无缝管、焊接管和碳钢管等。试样制备需满足以下基本要求:
- 试样长度通常取近似为1.5D(D为管材外径)
- 若卷边后剩余圆柱部分长度不小于0.5D,可采用较短试样
- 试样两端面应垂直于金属管轴线
- 试验端棱边允许通过锉削等方式倒圆或倒角处理
试验设备与试验条件
卷边试验一般在速率可调的压力试验机或万能试验机上进行,设备需配备90°圆锥形顶芯以及与试样尺寸匹配的专用卷边模具。
试验通常在室温条件下进行;当试验条件要求较为严格时,试验温度应控制在23℃±5℃范围内。加载过程应平稳连续,出现争议时,试验速率不应超过50 mm/min。
卷边试验的操作流程
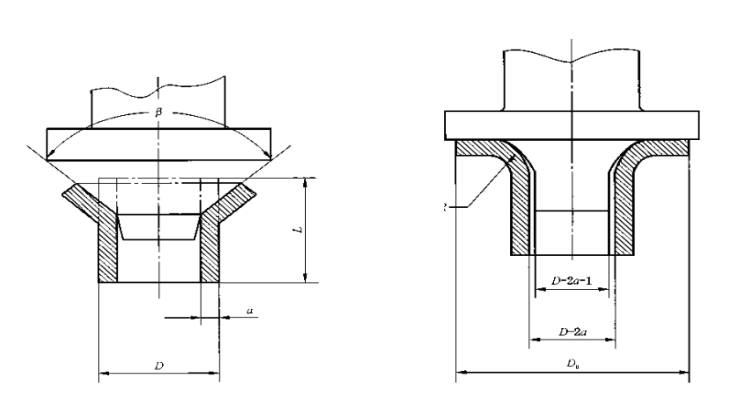
- 预扩口阶段:使用90°圆锥形顶芯对试样端部施加轴向力,使管端逐渐扩张,直至外径达到标准或技术条件规定值。
- 卷边成型阶段:更换专用卷边模具,继续施加载荷,使扩口部分发生塑性变形并形成卷边结构,卷边应基本垂直于管轴线。
- 速率控制:整个试验过程应控制加载速率,必要时不超过50 mm/min,以保证试验结果的可重复性。
- 结果观察:卸载后取下试样,对卷边部位进行目视检查。
结果判定原则
卷边试验结果通常以试样在规定成形程度下是否出现裂纹作为主要判定依据。若卷边区域未发现目视可见裂纹,则判定试样合格;仅允许在试样棱角部位存在轻微微裂纹。

常用检测标准
- GB/T 245 《金属材料 管 卷边试验方法》
- ASTM A370 《钢制品力学性能试验方法和定义》
- ISO 8494 《金属材料 管 卷边试验》
我们的优势
上海德垲检测在金属管材工艺性能与力学性能检测领域具备完善的实验条件和丰富的检测经验,能够严格依据国家标准和国际标准开展卷边试验。公司业务涵盖配方分析、失效分析、检测服务、材料分析及第三方质量检测,可为客户提供从材料验证、工艺评估到失效分析的一站式技术支持。
通过规范的测试流程与专业的数据解读,上海德垲检测致力于为客户输出具有工程指导意义的检测结果,助力管材产品质量提升与风险控制。