在汽车制造、家电外壳、金属包装及精密冲压零部件等行业中,金属薄板和薄带往往需要经历复杂的拉深和局部成形过程。材料在成形过程中是否易于开裂、是否具备足够的塑性,是决定产品质量和工艺可行性的关键因素。杯突试验正是用于评价金属薄板和薄带塑性变形能力与冲压成形性能的重要工艺性能试验方法。
什么是杯突试验
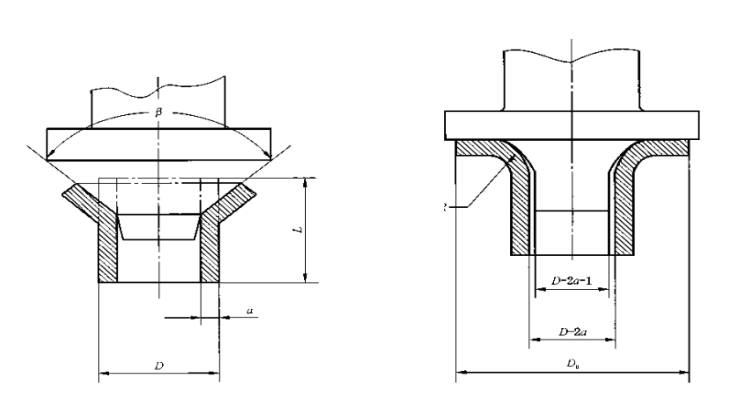
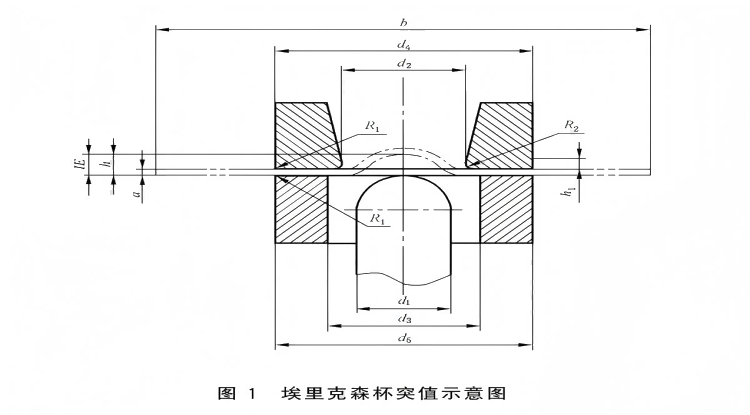
金属材料杯突试验,又称埃里克森杯突试验,是通过专用试验设备,将球形或圆柱形冲头垂直压入被夹持的金属薄板或薄带中,直至材料在冲头作用区出现裂纹为止。冲头压入的最大深度,即为杯突高度,用于定量评价材料的拉深性能和局部成形能力。
杯突试验能够在接近实际冲压工况的条件下,综合反映材料的塑性、延展性、各向异性以及表面质量等因素对成形性能的影响,是薄板材料选型和工艺评估中常用的检测手段。
杯突试验的应用价值
评估薄板与薄带的成形性能
通过杯突值的大小,可以直观判断材料在冲压拉深过程中的抗开裂能力,杯突值越大,说明材料的塑性变形能力越强,成形性能越好。
服务生产质量控制
在薄板和带材的批量生产过程中,杯突试验可用于监控材料性能波动,及时发现因成分、轧制或退火工艺变化带来的成形风险。
支持新材料与新工艺研发
在新型合金材料、表面处理工艺或成形工艺研发阶段,杯突试验能够为不同方案的成形性能对比提供可靠、可量化的数据依据。
验证产品是否符合相关标准
多项国家标准和国际标准对薄板材料的杯突性能提出明确要求,试验结果是产品验收和市场准入的重要依据之一。
试验原理与测试条件
杯突试验需在专门设计的杯突试验机上进行。试验时,试样被牢固夹紧,冲头以恒定速率压入试样中心区域,形成逐渐加深的凹坑。当材料表面出现首个裂纹时,记录冲头的压入深度h,该数值即为单次杯突高度。
对试样尺寸和布置有明确要求:
- 宽度或直径≥90 mm的试样,压痕中心至任何边缘的距离不少于45 mm
- 相邻压痕中心间距不少于90 mm
- 对于窄试样,压痕中心应位于试样宽度中心,相邻压痕中心间距至少为一个试样宽度
试验前,不得对试样进行锤打或任何冷、热加工处理,以避免对测试结果产生干扰。
试验速度与测试次数
杯突试验应平稳、连续地进行压入成形。对于标准试验条件,冲头压入速率一般控制在5 mm/min~20 mm/min;当试样宽度或直径b<90 mm时,压入速率应控制在5 mm/min~10 mm/min之间。
冲头压入深度h的测量精度应达到0.1 mm。除非相关产品标准另有规定,每组试样至少进行三次试验,其算术平均值即为埃里克森杯突值IE,单位为毫米(mm)。
检测标准与适用材料
杯突试验主要适用于各类金属薄板和薄带材料,常用检测标准包括:
- GB/T 4156 《金属材料 薄板和薄带 埃里克森杯突试验》
- YS/T 419 《铝及铝合金杯突试验方法》
- ISO 20482 《金属材料 薄板和带材 埃里克森杯突试验》
结果评价与工程意义
杯突值IE是评价材料冲压成形性能的核心指标。较高的杯突值表明材料在拉深和局部变形过程中具有更好的塑性和抗开裂能力,有助于降低生产中的报废率和模具调试成本。
我们的优势
上海德垲检测在金属材料工艺性能测试领域具备完善的检测能力和丰富的行业经验,可依据GB、ISO等标准规范开展杯突试验。公司业务涵盖配方分析、失效分析、检测服务、材料分析及第三方质量检测,能够从材料性能评估到成形失效分析,为客户提供系统化技术支持。
通过规范的试验流程和专业的数据解读,上海德垲检测致力于为客户提供具有实际工程指导意义的杯突试验结果,助力材料选型优化和产品质量提升。