在整机组装过程中,连接器端子发生断裂往往被视为“偶发质量问题”。但当同一批次中 200 PCS 里有 30 PCS 失效 时,这类问题已不再是简单的装配瑕疵,而是隐藏在材料状态、加工工艺与残余应力中的系统性风险。
本案例通过系统性的失效分析流程,逐层还原连接器端子断裂的真实原因。
一、失效现象概述|断裂发生在何处?
失效表现
失效位置:连接器端子
失效阶段:整机组装、转运或装配过程中
失效率:约 15%
直观特征
端子发生明显断裂
断裂集中出现在弯折与成型区域
同批次未使用样品表面亦可见异常
二、失效分析路径|从宏观到微观的证据链
1️⃣ 外观检查:快速锁定风险区域
通过外观检查可确认:
端子断裂位置集中
并非随机损伤
指向成型加工相关问题
2️⃣ 断口分析:环境与腐蚀的“痕迹”
SEM + EDS 分析结果显示:
断口存在轻微腐蚀现象
断口氧含量偏高
局部检测到腐蚀性元素 Cl(氯)
断口无明显塑性颈缩
📌 关键信息:
该断裂不符合典型的过载拉断特征,更偏向于脆性或应力相关失效。
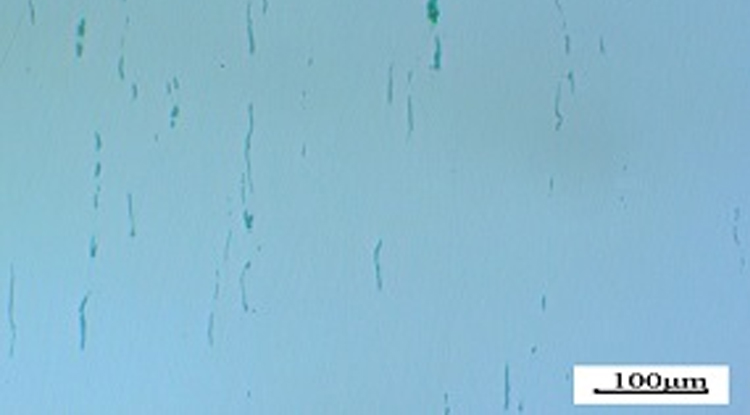
3️⃣ 金相切片分析:组织在“说话”
组织特征
未观察到清晰晶界
组织呈明显方向性变形
晶粒被拉长、破碎
表面状态
成型区表面存在微裂纹
同批次未使用样品亦存在裂纹
裂纹区域表面可见镀层
📌 分析判断:
样品经历了明显的冷加工变形,且变形程度较大。
4️⃣ 材质成分分析:材料是否“合格”?
| 元素 | 检测结果 | T2 标准 | 判定 |
|---|---|---|---|
| Cu | ≥99.9% | ≥99.9% | 符合 |
| Fe / Pb / Ni | 痕量 | 符合 | 符合 |
| 其他杂质 | 低于限值 | 符合 | 符合 |
📌 结论:
材料成分本身符合 T2 紫铜标准,并非“材料不对”。
三、失效机理解析|真正的“致命因素”
核心原因拆解
T2 铜处于 冷加工硬化状态
端子在冲裁、弯曲成型过程中:
硬化程度进一步提升
冷加工残余应力持续累积
成型区原本已存在微裂纹
在外力 + 残余应力叠加作用下:
微裂纹沿应力方向扩展
最终演变为宏观断裂
📌 一句话总结:
这是一起由 冷加工硬化 + 残余应力未释放 + 成型微裂纹 共同导致的典型材料失效案例。
四、经验启示|类似失效如何避免?
工艺层面
合理控制冷加工变形量
关键成型工序后引入应力释放处理
设计与质量层面
关注端子弯折半径设计
对高风险区域进行批量显微抽检
不仅检测“是否断”,更要检测“是否在裂”
总结|失效不是结果,而是过程的累积
连接器端子断裂并非单一因素导致,而是材料状态、加工历史和使用工况共同作用的结果。通过系统的失效分析,可以将“已发生的问题”转化为“可预防的风险”,从而为产品设计、工艺优化和质量管控提供真实依据。